- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Introduktion til dybtræksteknologi: køleskabsdørspaneler og vaskemaskinetromler
1. Oversigt over Deep Drawing Process
Deep Drawing er en metalbearbejdningsteknologi, der er meget udbredt til fremstilling af forskellige industrielle produkter. Det bruges hovedsageligt til at omdanne metalplader til produkter med dybde og komplekse former gennem stanseudstyr. Denne proces kan ikke kun producere dele med høj styrke og komplekse former, men også forbedre materialeudnyttelsen og reducere affaldsgenerering.
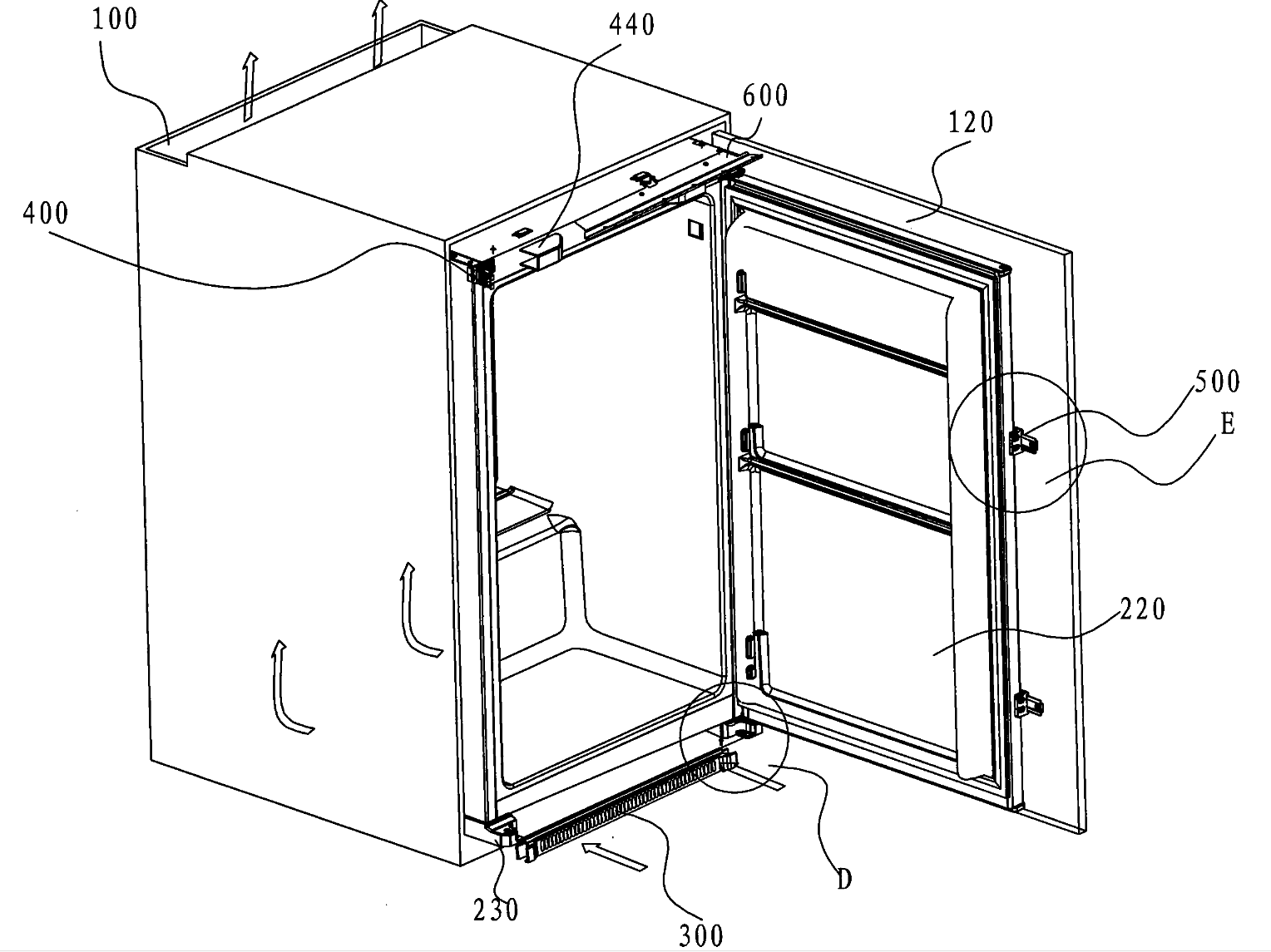
2. Dybttrækningsproces af køleskabsdørpaneler
2.1 Procesflow
Fremstillingen af køleskabsdørspaneler starter normalt med udvælgelsen af passende metalmaterialer, såsom koldvalsede stålplader eller aluminiumslegeringer. Behandlingsprocessen omfatter følgende hovedtrin:
Skæring og forbehandling: Først skæres metalpladen til den passende størrelse og rengøres for at fjerne overfladeolie og oxider.
Forstansning: Udstansning af huller eller riller på metalpladen til efterfølgende operationer for at forbedre materialets plasticitet.
Dybttrækning: Metalpladen anbringes i en tegnematrice, og pladen strækkes gradvist og formes ved tryk. Dette trin kan omfatte flere trin for at sikre, at arket ikke revner under formningsprocessen.
Efterbehandling og inspektion: Dørpanelerne efter formning trimmes for at fjerne overskydende rester, og dimensionerne kontrolleres og kvaliteten inspiceres.
2.2 Tekniske punkter
Materialevalg: Materialets tykkelse, hårdhed og duktilitet har direkte indflydelse på kvaliteten af dybtrækning. For hårde materialer kan forårsage revner, mens for bløde materialer måske ikke kan bevare formen.
Formdesign: Formens design skal være præcist for at sikre, at metalpladen kan strækkes jævnt uden deformation. Formens smøre- og kølesystem er også afgørende for at reducere friktion og varmeakkumulering.
Formningsparametre: Herunder parametre som trækkehastighed, tryk og temperatur, som skal justeres i henhold til materialeegenskaber og krav til færdigt produkt for at opnå den bedste formningseffekt.
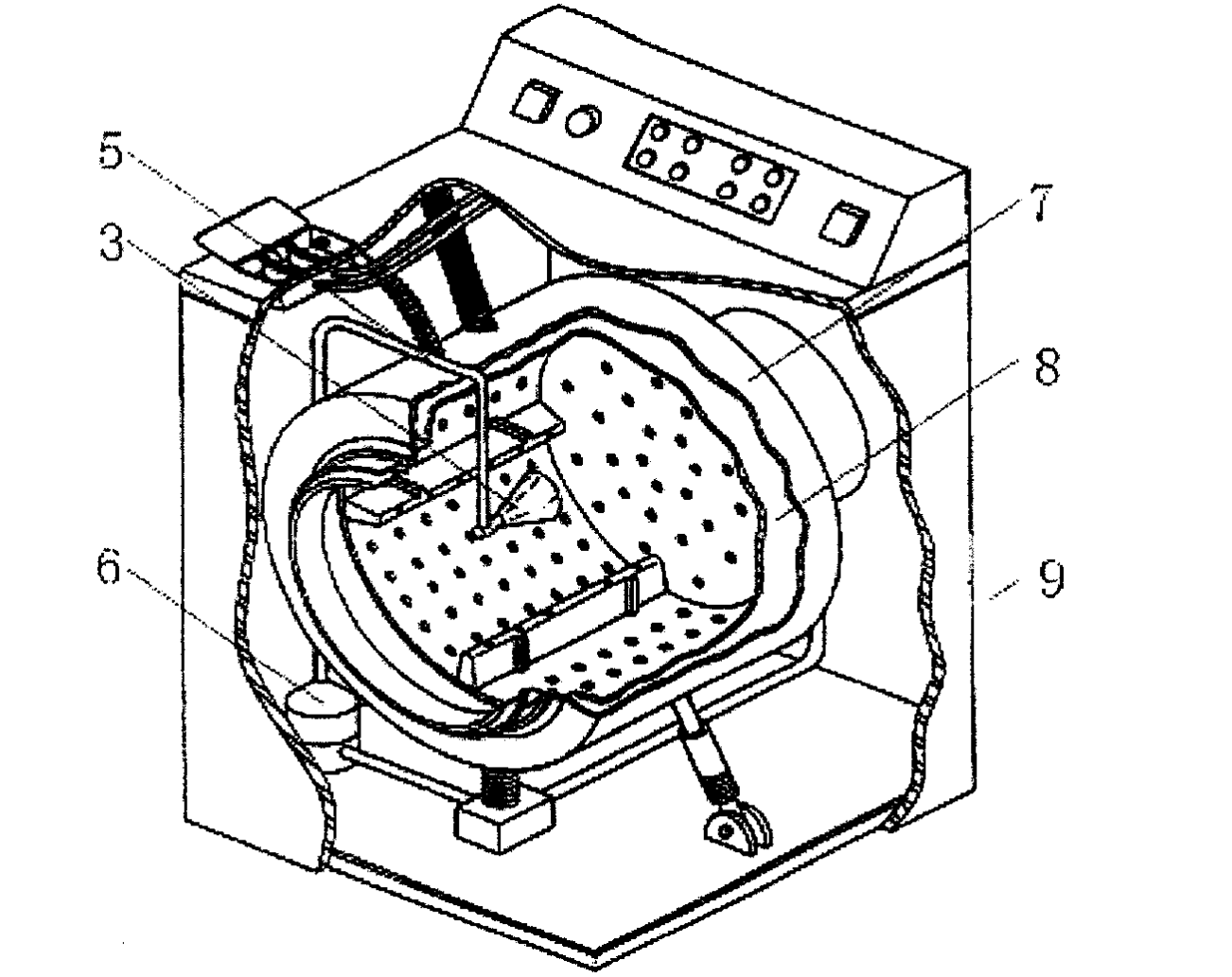
3. Dybttrækningsproces af vaskemaskinens tromle
3.1 Procesflow
Produktionsprocessen for vaskemaskinetromle er ens, men kravene er strengere:
Materialevalg og forarbejdning: Vælg korrosionsbestandige stålplader, såsom rustfrit stål, til skæring og overfladebehandling.
Forstansning: Forstansning af huller i pladen til efterfølgende formning.
Tegningsformning: Gennem en flertrins tegneproces sikres, at den indvendige overflade af tromlen er glat og fejlfri.
Svejsning og trimning: Tromlekroppen skal svejses og trimmes efter formning for at sikre stabiliteten og tætningen af strukturen.
Inspektion: Inklusiv vandtæthed, balance og holdbarhedstest for at sikre vaskemaskinens ydeevne og sikkerhed.
3.2 Tekniske punkter
Materialeegenskaber: Da vaskemaskinens tromlehus skal modstå høj hastighed og høje temperaturmiljøer, er rustfrit stål et almindeligt anvendt materiale. Materialets korrosionsbestandighed og styrke er nøglen.
Tegneteknologi: Vaskemaskinens tromlehus kræver normalt en høj tegneteknologi for at sikre tromlehusets rundhed og glathed, samtidig med at man undgår deformation og stresskoncentration.
Svejseproces: Højpræcisionssvejseproces er afgørende for at sikre forsegling og holdbarhed af tromlelegemet.
4. Andre produkter anvendt til tegneprocessen
4.1 Automobil karosseri
Fremstillingen af karosserier til biler anvender også tegneprocessen til fremstilling af kompleksformede karrosseripaneler, såsom for- og bagdøre, tage osv. Denne proces kræver højstyrke metalmaterialer og præcist formdesign for at sikre styrken og skønheden af legeme.
4.2 Komfur Liner
Komfurets foring skal være modstandsdygtig over for høje temperaturer og termiske stød. Dybtrækningsprocessen bruges normalt til at forme metalpladen til en varmebestandig foring for at give god termisk ledningsevne og strukturel styrke.
4.3 Fly Shell
Skallen og komponenterne i flyet fremstilles ofte ved dybtrækningsprocessen for at opnå letvægts- og højstyrkekrav. Disse komponenter er normalt lavet af aluminiums- eller titanlegeringsmaterialer, og ydeevnen og sikkerheden er sikret ved præcise formningsprocesser.
4.4 Brandvandsbeholder
Brandvandsbeholdere kræver normalt stor kapacitet og høj styrke. Dybtrækningsprocessen bruges til at fremstille foringsdelen af store vandtanke for at give tilstrækkelig volumen og holdbarhed.
Endelig
Som en vigtig metalbearbejdningsteknologi er dybtrækningsprocessen meget brugt i produktfremstilling i mange industrier fra husholdningsapparater til biler. Gennem den præcise kontrol af materialer, formdesign og formningsparametre kan højkvalitetsdele fremstilles for at opfylde forskellige applikationskrav.