- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










Krympeforbindelser
I Kina understøtter Xiamen Hongyu Intelligent Technology Co., Ltd. tilpasningen af standard/ikke-standarddele af Crimp Connectors og har mere end 17 års professionel teknologi inden for hardwareformdesign og stemplingsproduktproduktion. Den mindste bearbejdningstykkelse af Crimp Connectors kan nå 0,08 mm, med fremragende håndværk og ingen grater.
Send forespørgsel
Produkt beskrivelse
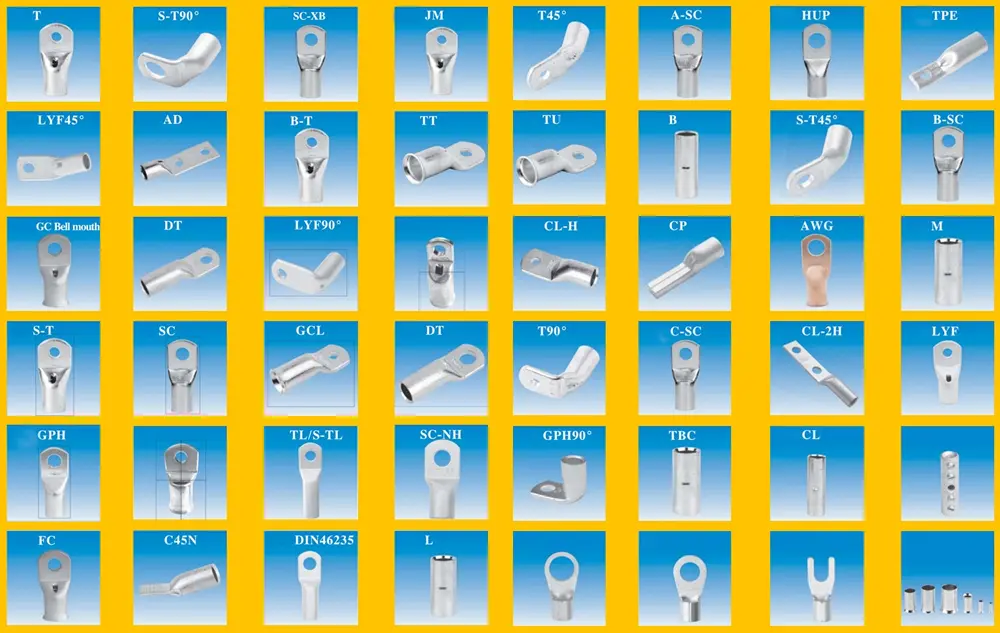
Crimp Connectors er en professionel komponent designet af Xiamen Hongyu Intelligent Technology specifikt til krympeforbindelse af ledninger og terminaler. Med stærkt ledende materialer og præcise strukturer har det løst problemerne med forbindelsessikkerhed ved fremstilling af ledningsnet. Dette produkt er et pålideligt valg for oversøiske kunder, der har brug for elektriske tilslutningskomponenter. Som leverandør inden for metalbearbejdning og elektrisk forbindelse kan vi tilbyde kunderne produkter og tjenester af høj kvalitet for at lette kredsløbsforbindelsen.
rimping status inspektion
Krympekvaliteten af Stamping-hardwareterminaler er en nøglefaktor for at sikre den endelige sammenkoblingsydelse. Om terminalstemplingsdelene er beskadigede, om terminalstemplingsdelene er bøjet, om isoleringslaget inde i terminalvinduet er intakt, men trådkrympningsområdet ikke er isoleret, om tråden er punkteret ved isoleringslagets krympeområde, om kantkrympningen er korrekt, om børsten er synlig efter trådpresning, om der er koniske huller i tilslutningsområdet, og om der er huller i forbindelsesbørsten, mikrometer måleværdi ved isoleringskrympepunktet er inden for toleranceområdet kan også afgøre, om krympetilstanden er god.
Det er nødvendigt at kontrollere, om stemplingens hardwareterminaler er korrekt krympet. Uanset om det er manuel crimpning eller maskinpresning, skal hvert tilslutningspunkt inspiceres omhyggeligt. Forkert krympning kan væsentligt forkorte levetiden for krympede konnektorer og endda forårsage sikkerhedsrisici.
På grund af de forskellige tolerancer for ledningsdiameter for hver type konnektor og specifikation, kan tykkelsesmålingen ved ledningsdiameterens krympepunkt bruges som referenceindeks. En uhensigtsmæssig ledningsdiameter forkorter ikke kun levetiden, men kan også føre til ustabile forbindelser, hurtig løsgørelse og i sidste ende forårsage tab.
Bearbejdningsteknologi
Hovedmaterialerne til Stempling hardware terminaler er for det meste messing H62, uden særlige krav. Materialerne i kronefjedretromlefjedrene er for det meste berylliumkobber. Ikke alle materialer er velegnede til guldbelægning. Derfor, før forgyldning, belægges et lag nikkel først for at sikre guldbelægningseffekten. De konventionelle specifikationsstandarder for nikkelbaseret guldbelægning er, at nikkellagets tykkelse er 50 til 80μm, guldlagets tykkelse er ≥2μm, og renheden af det anvendte guld er ≥99,8%. Til sidst påføres en solid beskyttelsesfilm; Produktets overflade skal være glat, fri for oxidation for at sikre funktionalitet og fri for grater for at forhindre, at produktet løsner sig på grund af ukomprimerede gratspalter. For at sikre produktkvaliteten bør der ikke være værktøjsmærker, klemmemærker eller skarpe kanter på hardwaren. Vi har højpræcisions kvalitetskrav og specificerer ikke en tolerance på ±0,02.
Galvaniseringsspecifikation
|
Produkt |
Krympeforbindelser |
|
Udseende krav |
Fri for oxidation, gulfarvning, sortfarvning, blåfarvning, lilla, krogning, ujævne ben eller andre defekter. |
|
Plating ydeevne |
Fuld nikkel base: 50-80 μ". Guldbelægning: 1 μ". Målepunkter på begge sider: 3mm. |
|
Høj temperatur modstand |
Skal modstå 260°C i 5 sekunder uden misfarvning, sortfarvning, gulfarvning, blærer eller afskalning. |
|
Loddebarhedstest |
Loddedækning skal være over 95 %. |
|
Saltspray test |
Testet med 5% saltopløsning ved 35°C i 24 timer. Ingen oxidation, sortfarvning eller andre defekter er tilladt. |
|
Adhæsionstest (afskalningstest) |
Ingen afskalning af belægningen på buede overflader. |
|
Miljøoverholdelse |
Al plettering skal overholde grønne miljømæssige ROHS-krav. |
|
Plettering af kritiske områder |
Alle målepunkter og udpegede måleflader skal belægges i henhold til specifikationerne (disse områder er kritiske for loddeevne og ledningsevne). |
Hot Tags: Crimp Connectors, Kina, producenter, leverandører, fabrik, tilbud, kvalitet
Produkt Tag
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.